炸穿航天圈!中国突然官宣一项国际首创技术,利用铝合金在超低温下的“双增效应”,将火箭燃料贮箱箱底一次冲压成型。过去全球工程师面对这个“皇冠”零件,只能用厚板旋压或8块瓜瓣拼焊,20多道工序耗时数十天,焊缝隐患不断。如今中国用4毫米薄板在超低温下一次成形,材料利用率近100%,无焊缝、零应力,工期仅剩十分之一。5月18日天津生产线首批产品下线,这才是真正的降维打击!
据5月18日科技日报报道。
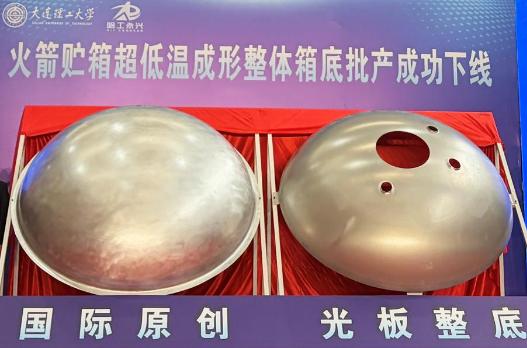
天津的一条航天生产线上,5月18日,一块直径2.25米、厚度只有4毫米的银白色圆形构件从模具中缓缓脱出,现场的人几乎都停下动作盯着它看,因为这东西看上去太“轻薄”,却又关系着火箭最关键的结构安全。
它是火箭燃料贮箱的箱底,属于整箭受力最集中的部位之一,发射过程中,它要承受内部高压、轴向压力以及复杂振动冲击,相当于“把整枚火箭托在下面的一块底板”。厚度却只有A4纸级别,一旦出现起皱、裂纹或强度不足,后果就是整箭失效。
在过去很长时间里,这类构件的制造基本被两种路线主导,一种是高端旋压加机床切削工艺,用厚铝板先整体压制成型,再大量去除材料,最终得到薄壁结构。但这种方式材料浪费极大,大量金属变成废屑,同时关键设备长期依赖国外,高端旋压装备获取困难。
另一种是国内更常见的拼接路线,把一个整体箱底拆分成多个“瓣片”结构,再通过冲压、焊接拼装而成,工序繁多,往往需要二十多道流程,生产周期长达数周甚至更久。最大问题在于焊缝,强度往往低于母材,且存在残余应力风险,因此必须额外加厚补强,减重效果大打折扣,可靠性也受到制约。
长期来看,这两条路径都在同一个逻辑里打转,不是“削掉浪费”,就是“拆开再拼”,但始终没有解决效率、重量与可靠性之间的矛盾。转折来自对材料本身的重新理解,大连理工大学高性能精密成形团队在研究铝合金性能时发现一个关键现象,在超低温环境下,铝合金不仅不会变脆,反而会同时提升强度与韧性,这种“双增效应”与传统金属材料认知完全不同。
基于这一发现,研究团队提出了“超低温整体成形”思路,不再依赖拼接或二次切削,而是直接利用低温条件改善材料可塑性,在一次冲压过程中完成整体成型。在天津的这次生产中,4毫米厚铝板被直接送入超低温成形环境,一次冲压后就变成了直径2.25米的完整箱底结构,厚度误差被控制在0.3毫米以内。
工艺变化带来的不是小幅优化,而是生产逻辑的整体重写,过去需要拆成8片再焊接的结构,现在一次成型完成,原本二十多道工序压缩为一道。材料利用率从大量浪费提升到接近100%,更关键的是,彻底消除了焊缝这一长期风险源。
这种变化不仅是制造效率提升,更意味着火箭结构可靠性的基础被重构,成本下降、周期缩短、风险减少同时发生,传统“拼接思路”被直接替换。外界常常把突破归因于设备升级,但这一案例的关键不在于机器,而在于思路转换。
在外部高端装备受限的情况下,研发团队选择回到材料本身,重新理解其在极端条件下的物理特性,并据此设计工艺路径。首批产品在天津下线时,那块完整成型的圆形构件看上去并不复杂,但它背后意味着一种长期路径的改变。
制造业的瓶颈,有时不在加工能力,而在对材料和工艺关系的理解方式,当最难的零件可以像“一次成形的圆盘”一样被制造出来,很多原本被认为不可突破的限制,也就被重新定义了。