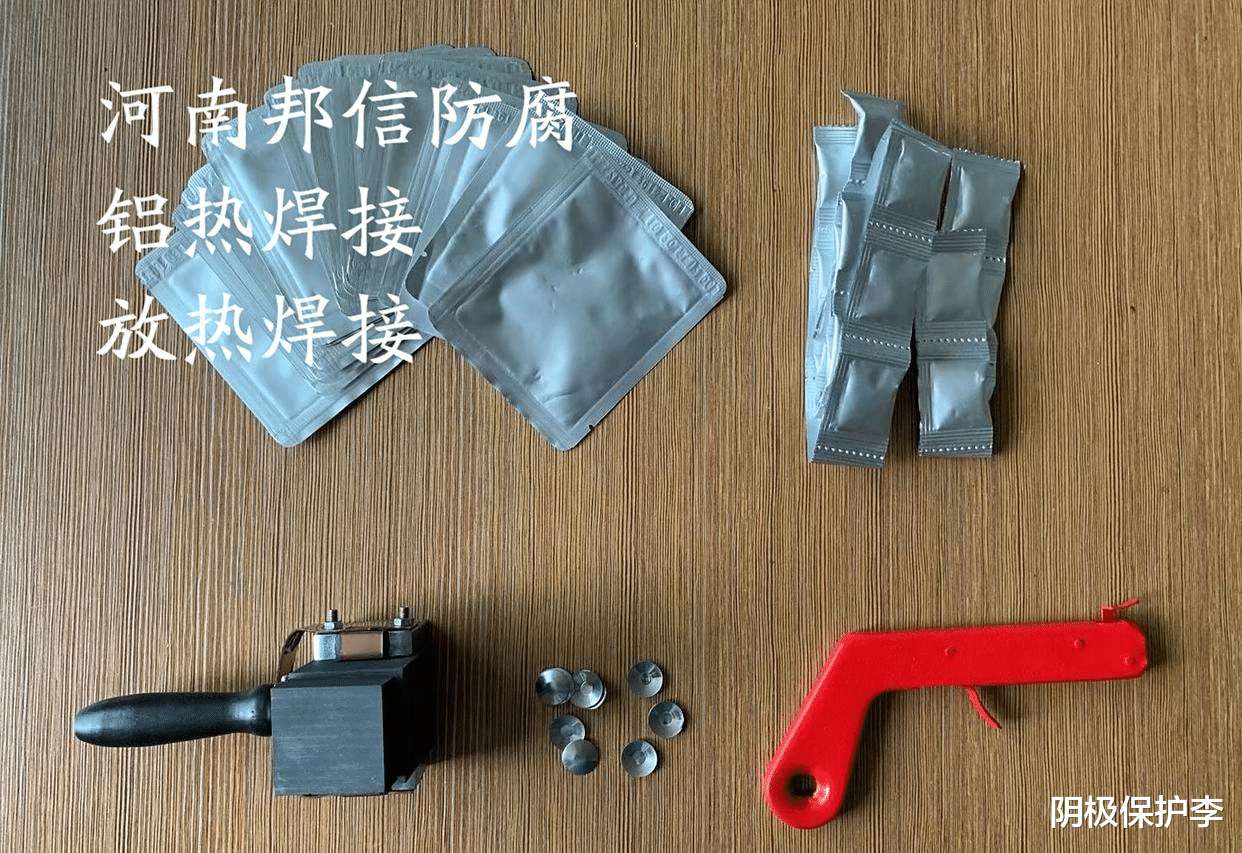
管道铝热焊接(又称放热焊接)是利用铝热反应(铝与金属氧化物的放热反应,温度可达 2500-3000℃)产生的高温熔融金属,实现管道(尤其是钢质管道)与接地极、跨接线等部件永久性连接的技术,广泛应用于管道阴极保护系统的接地连接、杂散电流排流连接等场景。其核心组件包括专用焊接模具、铝热焊剂 / 焊粉,施工质量直接决定连接的导电性与耐久性。1. 铝热焊接模具
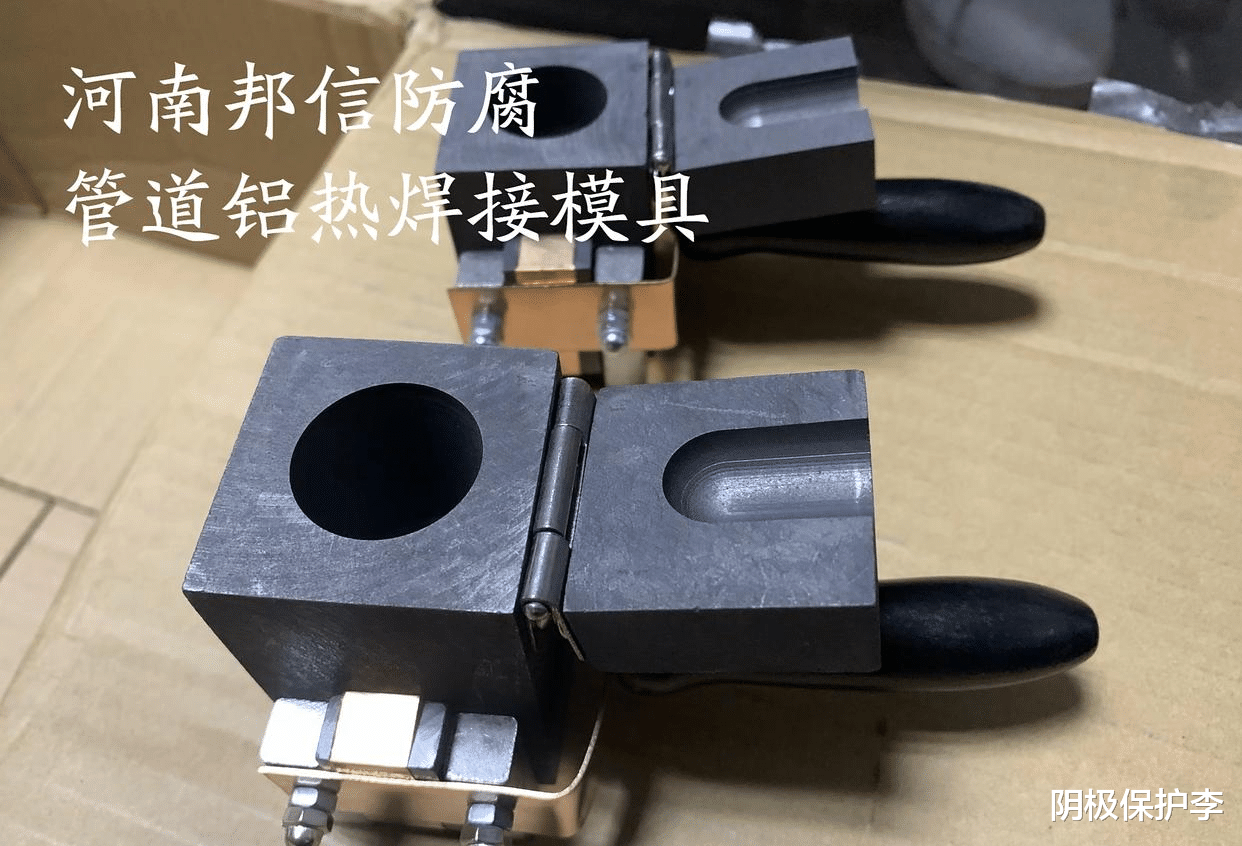
模具是铝热焊接的 “成型框架”,用于固定焊接工件(如管道与接地扁钢)、约束熔融金属流向,确保焊缝成型均匀。
材质特性:采用耐高温石墨材质(耐温≥3000℃,匹配铝热反应温度),表面经特殊涂层处理(减少熔融金属粘连,便于脱模);
结构组成:通常为分体式(左模 + 右模),含 “型腔”(容纳熔融金属的空间)、“浇口”(焊剂反应后熔融金属流入型腔的通道)、“定位槽”(固定工件,确保对接精准)、“排气孔”(排出焊接过程中产生的气体,避免焊缝出现气孔);
选型依据:根据焊接工件的规格(如管道外径、接地极截面尺寸)选择对应型号,例如 “管道 - 扁钢连接模具”“管道 - 圆钢连接模具”,需确保模具型腔尺寸与工件组合后的间隙匹配(通常间隙 2-5mm,过大易导致熔融金属流失,过小易出现未焊透)。
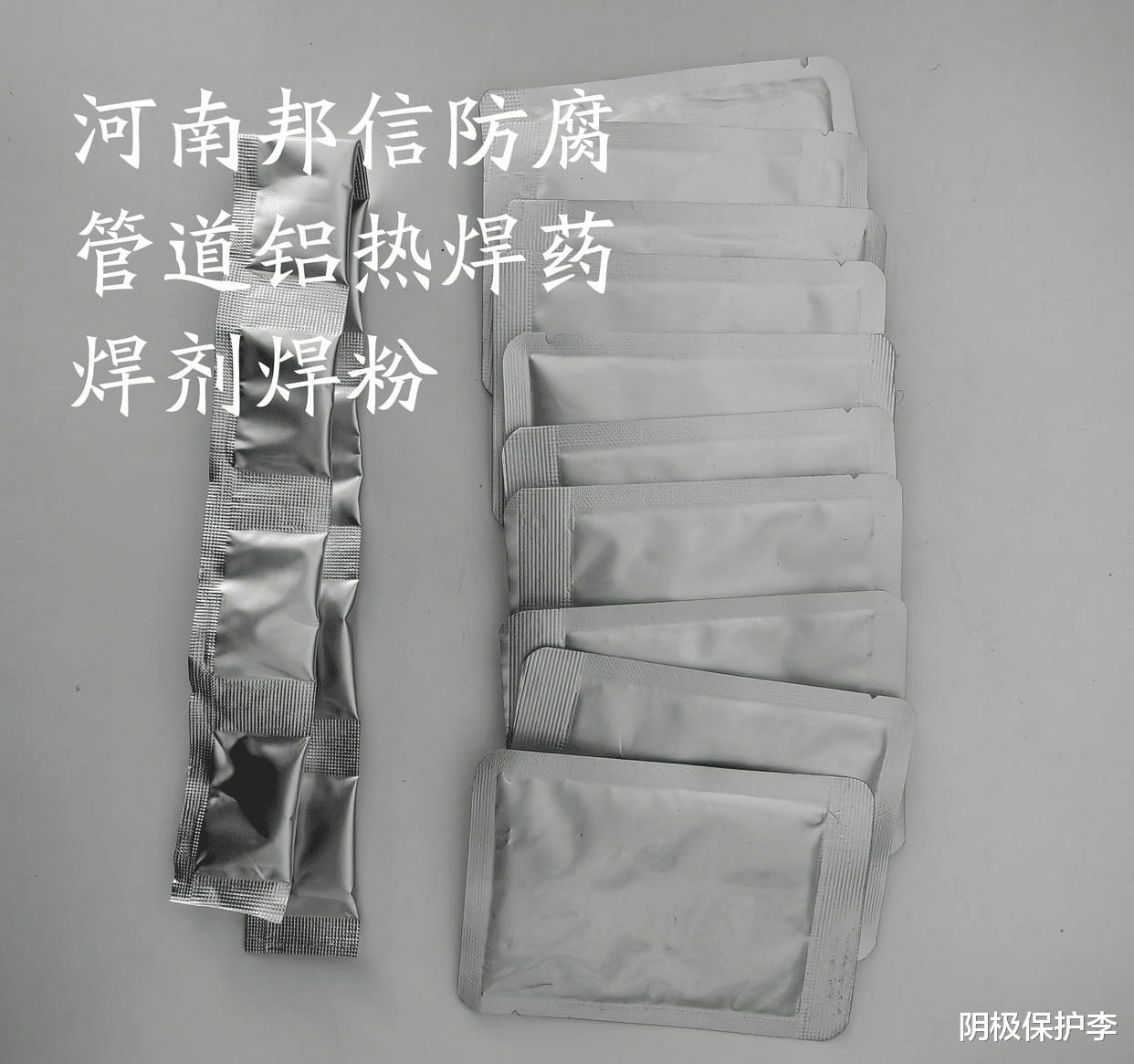
2. 铝热焊剂 / 焊粉
焊剂(焊粉)是铝热反应的 “能量来源与焊缝金属原料”,核心成分为铝粉(还原剂)、氧化铁 / 氧化铜(氧化剂),并添加合金元素(如锰、硅,优化焊缝机械性能)、造渣剂(如二氧化硅,去除熔融金属中的杂质)。
反应原理:通过点火剂引燃后,铝粉与氧化铁发生放热反应:2Al + Fe₂O₃ → Al₂O₃ + 2Fe + 850kJ,生成的熔融铁水(约 2500℃)填充型腔,冷却后形成焊缝,同时生成的氧化铝(熔渣)密度较小,浮于焊缝表面,可后期清理;
选型依据:根据焊接工件材质选择焊剂类型 —— 钢质管道焊接需选用 “钢铁专用铝热焊剂”(氧化铁含量≥70%),铜质接地极焊接需选用 “铜铝热焊剂”(氧化铜含量为主);根据焊缝强度要求选择等级,例如阴极保护系统连接需选用 “高导电型焊剂”(焊缝导电率≥45MS/m,确保电流传导效率)。