
制糖生产原料不管是甘蔗,还是甜菜,其有机浓度都很高。而一些企业排放的高浓度有机废水,COD浓度超过40000mg/L,甚至有可能会更高。
相关数据显示,甘蔗制糖的吨数与废水量的比例为1:8.1,而甜菜制糖的吨数与废水量的比例为1:16.6,而在实际情况下两者比例甚至更高。由此可见,年产10000吨糖,每年排放的废水量将会超过810000吨。
一、废水来源及设计水量
制糖废水指甘蔗制糖和甜菜制糖生产过程中产生并外排的废水。
制糖废水包括制糖生产各工序产生的冷凝水、冷却水、洗滤布水、洗罐废水、锅炉排灰水、甜菜流送洗涤水、压粕水、冲滤泥水以及生产区域的地面冲洗水等。
制糖废水治理工程的设计水量应按下列公式计算:
QS =α×Q
式中:QS——设计水量,m 3 /d;
α——设计裕量,宜取1.1~1.2;
Q——废水量,m 3 /d。
符合HJ/T 186-2006的甘蔗制糖企业,设计水量和水质可按表1取值。
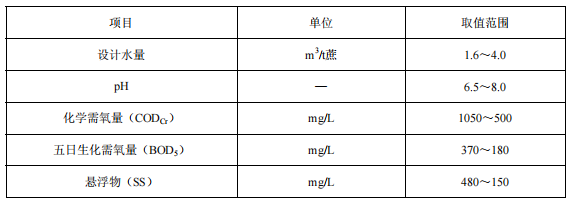
表1 甘蔗制糖企业的设计水量和水质
二、工艺设计
处理工艺及参数应根据废水水质特征、废水经处理后的去向、排放标准、本地区的有关特点等, 进行技术经济比较后确定。 在实际处理中应采用生化处理为主、物化处理为辅的工艺技术。
甘蔗制糖废水处理通常宜采用图1所示的工艺技术。
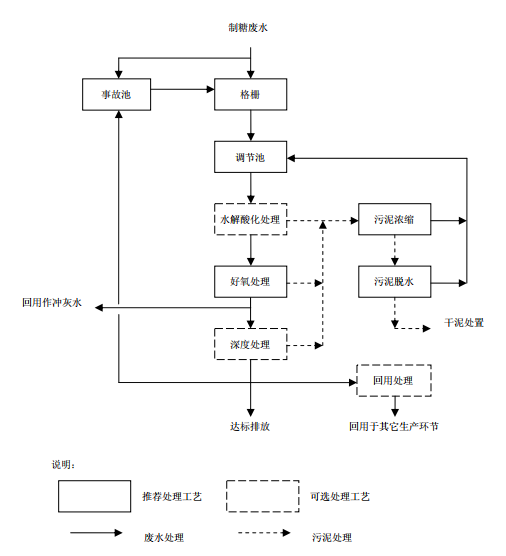
图 1 甘蔗制糖废水处理工艺流程图
但当甘蔗制糖废水CODCr大于1500mg/L、处理甜菜制糖废水时宜采用图2所示的工艺技术。

图 2 甜菜制糖废水处理工艺流程图
当甘蔗制糖废水CODCr不大于500mg/L,且废水排放标准执行GB 21909-2008中的“新建企业水污染物排放限值”时,可取消水解酸化处理单元。
当甜菜流送洗涤水、压粕水、洗滤布水、冲滤泥水在生产环节中已经过沉淀处理,其SS不大于500 mg/L时,可取消预沉淀池。
深度处理系统主要用于下述情况:
a)当废水排放标准执行 GB 21909-2008 中的“水污染物特别排放限值”时,或其它对排放水悬浮物指标要求较严的场合。
b)当废水总磷浓度较高,好氧处理的生物除磷无法满足要求时。
c)当废水污染物浓度远高于常规制糖废水水质范围时。
回用处理系统的工艺根据回用水的用途确定。
三、工艺方案对比
制糖废水中大量的污染物是溶解性的有机物、糖类、酒精等,这些物质具有良好的生物可降解性,处理方法主要是生物氧化法。有以下几种常用方法处理制糖废水
好氧处理工艺
制糖废水处理主要采用好氧处理工艺,主要由普通活性污泥法、生物滤池法、接触氧化法和 SBR 法。传统的活性污泥法由于产泥量大,脱氮除磷能力差,操作技术要求严,目前已被其他工艺代替。近年来,氧化沟和 SBR 工艺得到了很大程度的发展和应用。
(1)氧化沟法
1)Carrousel氧化沟
Carrousel氧化沟使用定向控制的曝气和搅动装置,向混合液传递水平速度,从而使被搅动的混合液在氧化沟闭合渠道内循环流动。因此氧化沟具有特殊的水力学流态既有完全混合式反应器的特点,又有推流式反应器的特点,沟内存在明显的溶解氧浓度梯度。
2)SBR 工艺
SBR 工艺具有以下优点:运行方式灵活,脱氮除磷效果好,工艺简单,自动化程度高,节省费用,反应推动力大,能有效防止丝状菌的膨胀。
CASS 工艺(循环式活性污泥法)是对 SBR 方法的改进。食品行业的废水一般无大的毒性,可生化性较好,所以采用 CASS 工艺比较适合。
与传统活性污泥法相比,CASS法的优点是:
a、工艺流程短,占地面积少。有机物去除率高,出水水质好。
b、污泥产量低,污泥性质稳定。具有脱氮除磷功能,无异味。
c、出水水质好,可回用于污水处理厂内的如绿化、浇地、等有关杂用用途。
d、建设费用低,运转费用省,处理成本低:省去了初次沉淀池、二次沉淀池及污泥回流设备,建设费用可节省 10-25%。
e、设备安装简便,施工周期短,具有较好的耐水、防腐能力,设备使用寿命长,对原水的水质水量的变化有较强的适应能力,处理效果稳定。
f、管理简单,运行可靠:污水处理厂设备种类和数量较少,控制系统比较简单,工艺本身决定了不发生污泥膨胀。所以,系统管理简单,运行可靠。
g、处理工艺在国内外处于先进水平,设备自动化程度高,可用微机进行操作和控制。整个工艺运转操作较为简单,维修方便,处理厂内环境好。
水解一好氧处理工艺
水解-好氧工艺开发的目的是针对传统的活性污泥工艺具有投资大、能耗高和运转费用高等缺点,试图采用厌氧处理工艺替代传统的好氧活性污泥工艺。水解(酸化)好氧处理工艺中的水解(酸化)段和厌氧消化的目标不同,因此是两种不同的处理方法。水解(酸化)一好氧处理系统中的水解(酸化)段的目的,对于城市污水是将原采用水解池较之全过程的厌氧池(消化池)具有以下的优点:
a、可生物降解性一般较好,从而减少反应的时间和处理的能耗。
b、工艺仅产生很少的难厌氧降解的生物活性污泥,故实现污水、污泥一次性处理,不需要经常加热的中温消化池。
c、不需要密闭的池,不需要搅拌器,不需要水、气、固三相分离器,降低了造价和便于维护。
d、出水无厌氧发酵的不良气味,改善处理厂的环境。
制糖废水经水解酸化后进行接触氧化处理,具有显著的节能效果,COD/BOD 值增大,废水的可生化性增加,可充分发挥后续好氧生物处理的作用,提高生物处理制糖工业废水的效率。因此,比完全好氧处理经济一些。
厌氧一好氧联合处理技术
厌氧处理技术是一种有效去除有机污染物并使其碳化的技术,它将有机化合物转变为甲烷和二氧化碳。对处理中高浓度的废水,厌氧比好氧处理不仅运转费用低,而且可回收沼气:厌氧生物处理过程能耗低,约为好氧处理工艺的 10%~15%;有机容积负荷高,所需反应器体积更小;产泥量少,约为好氧处理的 10%~15%;对营养物需求低:既可应用于小规模,也可应用大规模。
UASB 工艺近年来在国内外发展很快,应用面很宽,在各个行业都有应用,生产性规模不等。UASB 反应器与其他反应器相比有以下优点:
a、不填载体,构造简单节省造价
b、污泥浓度和有机负荷高,停留时间短
c、沉降性能良好,不设沉淀池,无需污泥回流
d、污泥床不填载体,节省造价及避免因填料发生堵赛问题
e、由于消化产气作用,污泥上浮造成一定的搅拌,因而不设搅拌设备
f、UASB 内设三相分离器,通常不设沉淀池,被沉淀区分离出来的污泥重新回到污泥床反应区内,通常可以不设污泥回流设备。
g、由于大幅度减少了进入好氧处理阶段的有机物量,因此降低了好氧处理阶段的曝气能耗和剩余污泥产量,从而使整个废水处理过程的费用大幅度减少。
实践证明,它是污水实现资源化的一种技术成熟可行的污水处理工艺,既解决了环境污染问题,又能取得较好的经济效益,这样具有双重效益的技术具有广阔的应用前景。
不同处理系统的技术经济分析
综上,通过对不同处理技术的优缺点、经济特点进行比较,列出表 3。

表3 不同处理方法的技术、经济特点比较
从表中可以看出厌氧一好氧联合处理在制糖工业废水处理方面有较大优势,CASS池与UASB 正好有缺互补,故在部分制糖废水处理中,厌氧一好氧处理技术可优先考虑。
制糖企业应优先采用成熟可靠、高效、节能、低投资、低运行成本、低二次污染的处理工艺和设备。积极采用清洁生产技术,改进生产工艺,提高水循环利用率,降低水污染物的产生量和排放量,使废水处理后排放时,水量和水质符合GB 21909的规定和环境影响评价审批文件的要求。
那在制糖废水处理中如何选择合适的工艺可使运行效果好的“厌氧UASB+好氧 CASS”的组合处理工艺,使 COD 的去除率达到了98%,BOD 的去除率达到了 98.6%,SS 的去除率达到了 95%。处理后的污水达到了《城镇污水处理厂污染物排放标准》(GB18918-2002)一级 B的标准要求。
